




设备名称:铜板带纵剪机组
规格型号:2.0~7. 0×400~650(mm)
前 言
本纵剪机组主要用于退火态铜及铜合金板带的纵向切边或分条工作。其组成部分主要包含储料台、上料小车、浮动开卷机、收纸机、CPC对中装置、牵引直头横剪机、导向台、覆膜装置、圆盘剪、快速换刀装置、碎边剪(含废料收集小车)、活套装置、张力台(含七辊矫平)、卷取机、卸料小车(带压臂)、十字卸料机、收卷辅助支撑、垫纸机、液压系统、气动系统、电控系统、附件和随机备品备件等。
卖方保证交付买方的设备是全新的、功能合格的、材料合格的,能满足买方稳定生产和长期运行的设备,并确保本设备的结构、性能、参数等各项指标,均能充分满足本协议的各项技术要求。
附件1、技术说明及参数
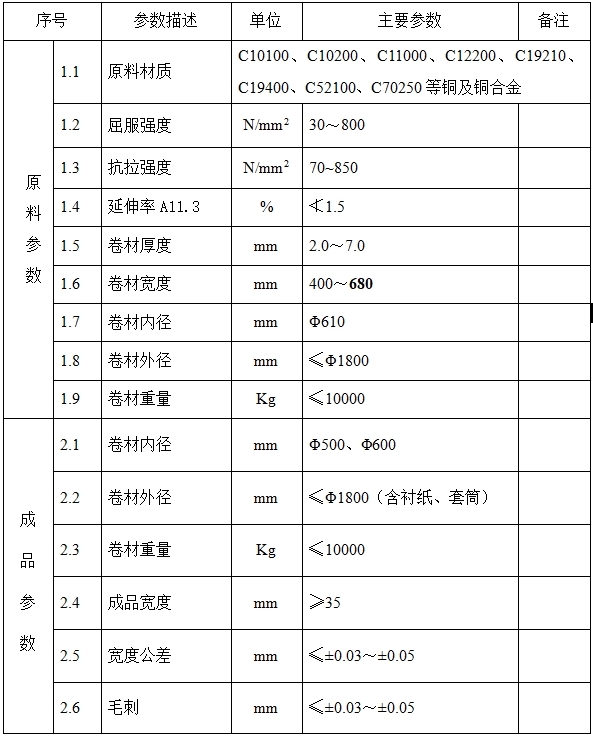
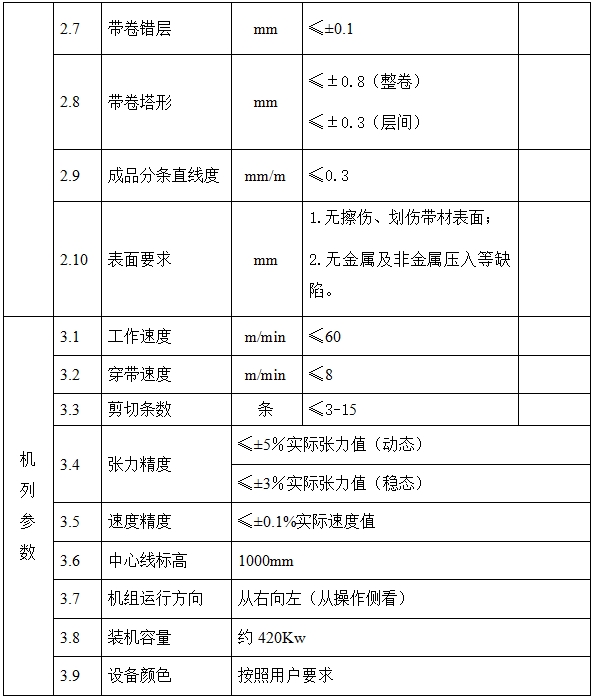
一、主要生产技术要求
1、主要技术参数
1.2 工艺流程
储料→上料小车上料→开卷(收纸)→夹送→切头→导向→覆膜→纵剪分条→边丝碎断(排屑)→活套→建张(七辊矫直、切尾)→卷取(衬纸)→卸料小车(十字臂)卸料。
经冷轧、退火过来的带料卷材由车间的吊车吊运至储料鞍座上,小车运送将带卷放到开卷机芯轴上的正确位置上,辅助支撑抬起;
开卷机为上开卷,由表面驱动压辊配合开卷卷筒转动对带料进行放卷,带料经过接料板进入牵引机矫直机,牵引驱动带料通过三辊矫直进入切头剪,将不规则头部切除,切掉的料头会自动落入废料小车,定期由人工清空废料小车;
完成切头的带料继续向前送进,此时经过接料台将带头送入圆盘剪前导向装置、进入纵剪机本体。启动纵剪,点动纵向剪切带料,同时引导边丝料头引进碎边机进料口,分条后的成品带料经出口活套接料板至张力台前置液压接料板依次通过前分料器、建张装置、七辊矫平,换向辊,升起卷取活动分料器,带料喂入卷筒钳口夹紧,然后启动卷取机转动,将挡料分料器落下,待带料包裹钳口后,机组则可转入联动运行,提速进行正常作业。卷取机采用下卷取方向;
卷取完成后,启动切尾剪剪断尾料,人工粘好料头,带卷由卸料小车运送至十字卸料臂卸卷,进入打包及下道工序。
1.3 环境保护
本机组排尘、噪音等环境指标遵照中华人民共和国环境保护相关法规执行。
1.4 装机水平
1)针对精密铜带质量要求特点,纵剪机设备精度高,刀轴端面跳动及轴向游隙均在0.008mm以下;
2)张力机构采用压板式建张方式,设计有快速自动更换毛毡装置;
3)纵剪刀轴轴承采用NSK/P4高精系列,润滑为自动集中润滑;
4)纵剪机上刀轴左右两侧升降均采用伺服电机调节,光栅尺检测吃刀量,人机界面可显示及调整左右两侧间隙;
5)收放卷副操作台均配备人机界面操作电脑;
6)机组配备工控机、具备主要工作参数存储功能;
7)控制精度高,操作简单,动作有互锁,保证操作人员的安全;
8)机组过辊包聚氨酯橡胶,用于保护板面;
9)各单机主动力均采用交流变频控制,维护费用低;
10)机组开卷、卷取恒张力、恒线速度控制;
11)油温、液位、冷却、过载自动报警功能。
12)机组联动条件自动提示功能;
13)机组流程监控画面功能;
14)数据设定、显示、存储功能;
15)完善的机组安全系统;
16)机组电控系统预留二级网络接口。
2、机组各单机组成
整列机组由储料台、上料小车、浮动开卷机、收纸机、CPC对中装置、牵引直头横剪机、导向台、覆膜装置、圆盘剪、快速换刀装置、碎边剪、活套装置、张力台、卷取机、卸料小车、十字卸料机、收卷辅助支撑、垫纸机、液压系统、气动系统、电控系统等组成。

